Scherer MD. The invention of 3D printing and its impact on dentistry: an interview with Check Hull. Compendium of Continuing Education in Dentistry. 2020; 41:504-507
Mörmann WH. The origin of the Cerec method: a personal review of the first 5 years. Int J Comput Dent. 2004; 7:11-24
Skramstad MJ. A new milling unit for an efficient workflow. Int J Comput Dent. 2020; 23:83-91
Diker B, Tak Ö. Comparing the accuracy of six intraoral scanners on prepared teeth and effect of scanning sequence. J Adv Prosthodont. 2020; 12:299-306 https://doi.org/10.4047/jap.2020.12.5.299
Tchorz JP, Wrbas KT, Hellwig E. Guided endodontic access of a calcified mandibular central incisor using a software-based three-dimensional treatment plan. Int J Comput Dent. 2019; 22:273-281
Schubert O, Schweiger J, Stimmelmayr M Digital implant planning and guided implant surgery – workflow and reliability. Br Dent J. 2019; 226:101-108 https://doi.org/10.1038/sj.bdj.2019.44
Mukai S, Mukai E, Santos-Junior JA Assessment of the reproducibility and precision of milling and 3D printing surgical guides. BMC Oral Health. 2021; 21 https://doi.org/10.1186/s12903-020-01362-6
Ender A, Zimmermann M, Mehl A. Accuracy of complete- and partial-arch impressions of actual intraoral scanning systems in vitro. Int J Comput Dent. 2019; 22:11-19
Nedelcu R, Olsson P, Nyström I Accuracy and precision of three intraoral scanners and accuracy of conventional impressions: a novel in vivo analysis method. J Dent. 2018; 69:110-118 https://doi.org/10.1016/j.jdent.2017.12.006
Sfondrini MF, Gandini P, Malfatto M Computerized casts for orthodontic purpose using powder-free intraoral scanners: accuracy, execution time, and patient feedback. Biomed Res Int. 2018; 2018 https://doi.org/10.1155/2018/4103232
Khorsandi D, Fahimipour A, Abasian P 3D and 4D printing in dentistry and maxillofacial surgery: printing techniques, materials, and applications. Acta Biomater. 2021; 122:26-49 https://doi.org/10.1016/j.actbio.2020.12.044
Koutsoukis T, Zinelis S, Eliades G Selective laser melting technique of Co-Cr dental alloys: a review of structure and properties and comparative analysis with other available techniques. J Prosthodont. 2015; 24:303-312 https://doi.org/10.1111/jopr.12268
Xin X. Z, Xiang N, Chen J In-vitro biocompatibility of Co-Cr alloy fabricated by selective laser melting or traditional casting techniques. Mater Lett. 2012; 88:101-103
Salah M, Tayebi L, Moharamzadeh K, Naini FB. Three-dimensional bio-printing and bone tissue engineering: technical innovations and potential applications in maxillofacial reconstructive surgery. Maxillofac Plast Reconstr Surg. 2020; 42 https://doi.org/10.1186/s40902-020-00263-6
Nesic D, Schaefer BM, Sun Y 3D printing approach in dentistry: the future for personalized oral soft tissue regeneration. J Clin Med. 2020; 9 https://doi.org/10.3390/jcm9072238
Nesic D, Dural S, Marger L Could 3D printing be the future for oral soft tissue regeneration?. Bioprinting. 2020; 20
Bell CK, Sahl EF, Kim YJ, Rice DD. Accuracy of implants placed with surgical guides: thermoplastic versus 3D printed. Int J Periodontics Restorative Dent. 2018; 38:113-119 https://doi.org/10.11607/prd.3254
Della Bona A, Cantelli V, Britto VT 3D printing restorative materials using a stereolithographic technique: a systematic review. Dent Mater. 2021; 37:336-350 https://doi.org/10.1016/j.dental.2020.11.030
Jahangiri L, Akiva G, Lakhia S, Turkyilmaz I. Understanding the complexities of digital dentistry integration in high-volume dental institutions. Br Dent J. 2020; 229:166-168 https://doi.org/10.1038/s41415-020-1928-5
Zimmermann M, Mörmann W, Mehl A, Hickel R. Teaching dental undergraduate students restorative CAD/CAM technology: evaluation of a new concept. Int J Comput Dent. 2019; 22:263-271
Bilir H, Ayguzen C. Comparison of digital and conventional impression methods by preclinical students: efficiency and future expectations. J Int Soc Prev Community Dent. 2020; 10:402-409 https://doi.org/10.4103/jispcd.JISPCD_330_18
CADCAM is still a relatively underused genre in UK dentistry. This article examines, in broad context, the range of technology and materials available in the UK. The nature of a digital workflow is outlined, with examples therein. Subtractive and additive manufacturing is discussed, along with manufacturing methods and materials. The perceived barriers to incorporating CADCAM, the actual benefits of digital dentistry to the dental team, and our patients, along with comments as to the future of digital dentistry in the UK are also discussed.
CPD/Clinical Relevance: With the increasing interest in CADCAM in UK dentistry, an overview of emerging technology and materials is essential information for clinicians.
Article
Computer-aided design and computer-aided manufacturing (CADCAM) has been commonplace in dentistry for a number of years. CADCAM is the use of software to design and control the production of ‘things’, such as prototypes and finished products. In the case of dentistry, we can literally produce anything from models to crowns, bridges, stents, orthotics, abutments, aligners, dentures, and bone grafts; in fact, almost anything we can think of.
We talk about digital dentistry, but what is it? Some would say it is the use of dental technology or devices, incorporating computer-controlled modalities to carry out dental procedures. This could be in the production of a prosthesis, or as an adjunct to guided surgery.
When looking at the introduction of digital technology within our profession, the UK compares favourably with the rest of Europe, when looking at digital per se (patient management systems, clinical records, etc). However, when considering dental CADCAM, we continue to be in a relative backwater when compared with many countries. Current industry information shows that, in the UK, 8–12% of practitioners use some form of CADCAM in their clinical workflows.1 While looking at the range of digital workflows and associated materials available, this article explores the business benefits and asks why digital dentistry has taken so long to gain a foothold in the UK.
Digital workflow
A workflow consists of a repeatable pattern of activity, enabled by the systematic organization of resources into processes that transform materials, provide services, or process information. Making a cup of tea is a workflow. In the context of digital dentistry, an example of a digital workflow might be digital impressions (DI) (Figure 1).
Figure 1. Intra-oral impression using Primescan (Dentsply Sirona).
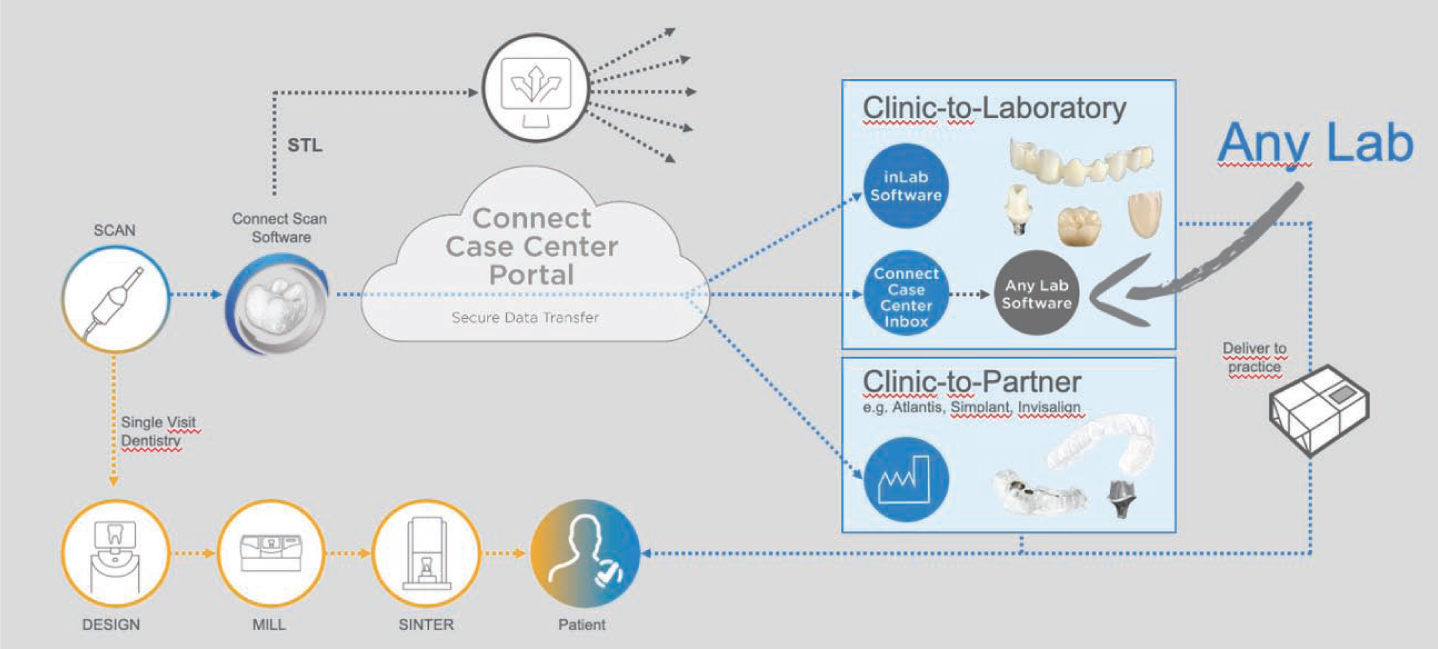
Digital workflows in dentistry will usually start with some form of imaging. It may be a cone beam CT (CBCT) that forms part of an implant workflow, or it may be an optical impression. A simple DI workflow could involve entering patient demographics into a system, image acquisition and image transmission to a third party with a suitable prescription (Figure 2).
Figure 2. Digital workflow schematic (Dentsply Sirona).
The image data is transferred in the form of an STL file. Many people believe this means ‘standard tessellation language’ or ‘standard triangulation language’. However, Chuck Hull, regarded as the inventor of 3D printers, in a recent interview, stated that he formulated this as an abbreviation for ‘stereolithography’.2
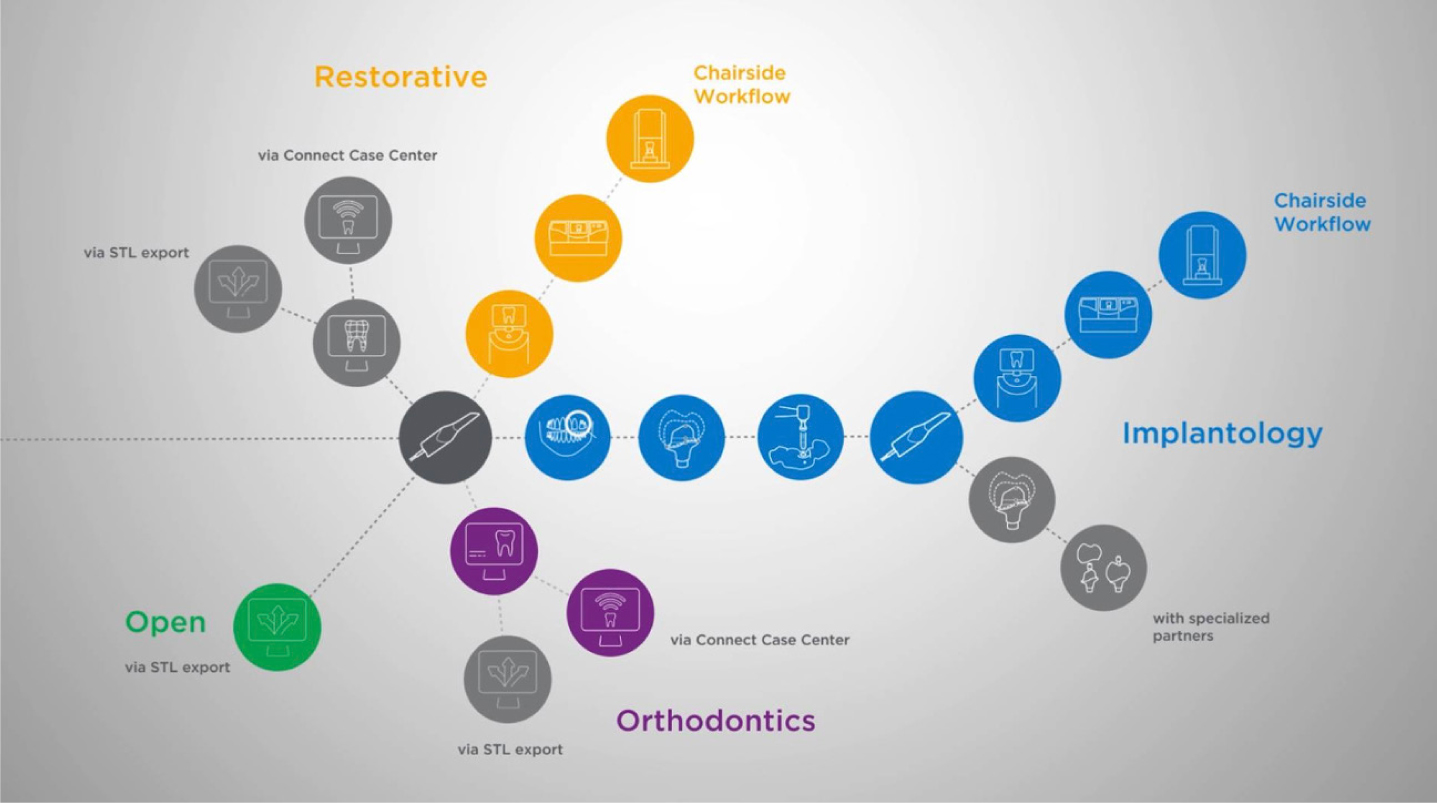
Numerous software packages, including the Connect SW package (Dentsply Sirona, Benzheim, Germany), are available and ensure the transmission of data, in this case impressions, literally in seconds, to a laboratory. Alternatively, after image acquisition, the images may be used to produce a crown or bridge in-house, as a milling workflow, or it may be used to plan an orthodontic treatment and in the production of aligners, by means of a 3D printer.
Digital spectrum
The range of technology and workflows is substantial. Whether it be milling, printing, DI, heat forming, CBCT or workflow planning, solutions and technology are available from numerous manufacturers.
The early days of CEREC (Dentsply Sirona),3,4 as described by Werner Mörmann and Marco Brandestini in the 1980s, is a familiar starting point for CADCAM in dentistry. The first CEREC patient was treated in September 1985 (Figure 3).
Figure 3. CEREC 1 (Sirona, now Dentsply Sirona).
3D printing has been vital in all forms of manufacturing from the early 1990s. The emerging technologies and the vast increase in the range of materials has seen an accelerating uptake in printing technology, both in laboratories and at practice level in recent years.
Production modalities
Within the dental practice and laboratory environment, we can divide the production of parts into subtractive and additive manufacturing.
Subtractive manufacturing is a term for controlled machining and material removal processes that start with bars, blocks, discs or rods. The materials could be metal, acrylic, porcelain, composite, bone, hybrid, zirconium or others.
Grinding and milling
Chairside milling was first described by Werner Mörmann and Marco Brandestini,5 when reviewing chairside milling of inlays and onlays with the CEREC 1 (Dentsply Sirona).
Since the original concept, we have seen a rapid development in scanning and milling technology. The progress made from the early days of CEREC 1 (Dentsply Sirona) to Primescan (Dentsply Sirona) shows incredible advances in image acquisition, data processing and analysis, and the advent of the PrimeMill (Dentsply Sirona)6 enables us to produce a wide variety of high-quality, and highly aesthetic restorations (Figures 4–6).
Figure 4.
(a) CEREC 2 and (b) CEREC AC (Omnicam), Primescan (Dentsply Sirona)Figure 5. CEREC PrimeMill (Dentsply Sirona).Figure 6. DI workflow for chairside or laboratory manufacturing.
All manufacturers, including 3shape (Copenhagen, Denmark), iTero (Align Tech, San Jose, USA), Carestream (Carestream, Atlanta, USA), Planmeca (Planmeca, Helsinki, Finland), Medit i700/i500 (Medit Corp, Seoul, Korea) and others, have shown continuous development in terms of scanning accuracy and data processing.7 The introduction of artificial intelligence (AI) into workflow algorithms has also added to the operator experience and again improved the quality of the final product. The time needed to produce the restorations has also reduced considerably. The reality of producing a crown, or a number of crowns in a single visit, is now a routine workflow in a digital practice (Figures 7 and 8).
Materials used in chairside milling include feldspathic porcelain, lithium disilicate, zirconia, acrylic, resin composite and hybrid materials (Table 1).
Material
Brand
Indication
Block size/approximate cost
Flexural strength (MPa)
Leucite-reinforced ceramic
IPS Empress (I)
IOCV
Single unit, £15–25
100–170
Vita Mark 2 (V)
Cerec blocks (DS)
Cerec polychromatic blocks (DS)
Lithium disilicate
IPS e.maxCAD (I)
IOCV/abutments/bridges
Single, £20Three-unit, £45Implant, £45
500
Zirconia-reinforced lithium silicate
Celtra Duo (DS)
IOCV
£20
210–370
Vita Suprinity (V)
IOCV/abutments
420
NICE! (STr)
IOCV/abutments
350
Lithium disilicate with virgilite
Tessera (DS)
Just launched
To be confirmed
700
Resin nano ceramic (hybrid)
Lava Ultimate (3M)
Inlays/onlays
All single unit, £20–25
170
Enamic (V)
Inlays/onlays
150
Cerasmart (GC)
IOCV
230
Katana Avencia (KN)
IOCV
230
Acrylic (PMMA)
TelioCAD (I)
Temporary crowns
£20
n/a
Vita CAD_temp (V)
Temporary crowns
CEREC Block (DS)
Drilling guides
TetricCAD (I)
IOCV
Composite
TetricCAD (I)
IOCV
£20
272
Zirconia (full contour)
Cerec Zirconia (DS)
IOCV/bridges/abutments
£20–150
900
In Coris (DS)
IOCV/bridges/abutments
emaxZirCAD (I)
IOCV/bridges/abutments/full arch
850–1200
KatanaZirconia (KN)
IOCV/bridges/abutments
763
Even in the early days of chairside manufacturing, the profession was able to produce well-fitting restorations. However, we have all seen the YouTube videos of a workflow, with motivational music, producing well-fitting restorations with fantastic marginal fit, that looked pretty average and were best assigned to posterior teeth.
It is the introduction of materials like IPS e.max (Ivoclar Vivadent) and newer lithium disilicates, such as Tessera (Dentsply Sirona), that has transformed our ability to produce highly aesthetic, strong, definitive restorations in as little as an hour or so. We can produce implant-retained crowns, abutments and implant bridges in a matter of minutes. When combined with a CBCT, we can also mill drilling guides or endodontic guides as part of a DI workflow.8,9,10 With the latest generation of mill, we are literally on the ‘cusp’ of being able to mill in-house, customized titanium abutments (should we wish).
Having said all this, some practitioners will have no desire to mill in-house and the easy workflow, using DI, enables them to send very accurate impressions11,12,13 to their laboratory of choice, in a timely and environmentally conscious manner. The absence of postage, laboratory collections, stone models and silicone impression materials, all contribute to a reduction in the potential for inaccuracies (Figure 9).
Figure 9. Final restoration produced from entirely digital workflow.
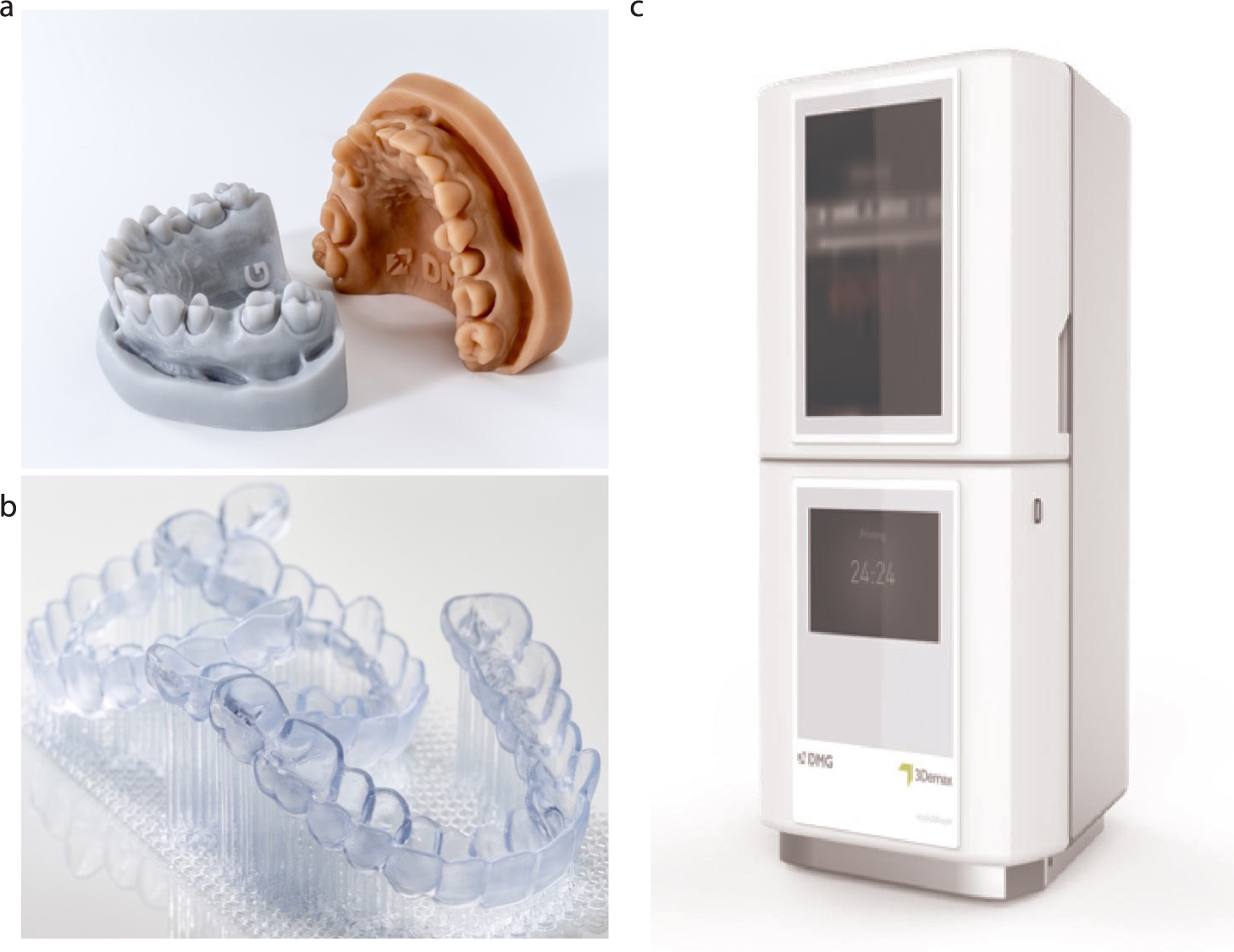
3D printing
Additive manufacturing, or 3D printing, builds objects one layer at a time, by means of bonding each new layer to the previous layer, until the object is complete (Figure 10).
The workflow for 3D printing is exactly the same as described above, whether it be in-house production, or via a laboratory. An STL file (DI) is generated and used in design software, either in a practice or laboratory environment. There are numerous forms of 3D printer (Table 2).
One of the more rapid forms of 3D printing, SLA involves the photopolymerization of a liquid resin to produce the desired layered structure by means of CADCAM software. It is used to manufacture denture bases, provisional crowns and bridges, surgical guides and models. Mechanical strength has been a problem, but it is being addressed by the addition of nanoparticle fillers. Antibacterial properties can also be enhanced by the addition of titanium oxide nanoparticles.14
Digital light projection (DLP)
Very similar to SLA, it relies on photopolymerization of resins layer by layer. The main difference is in the light source. In SLA, a UV laser, which moves and cures from point to point is used, whereas in DLP, a stationary UV light cures one layer at a time.
Selective laser sintering (SLS)
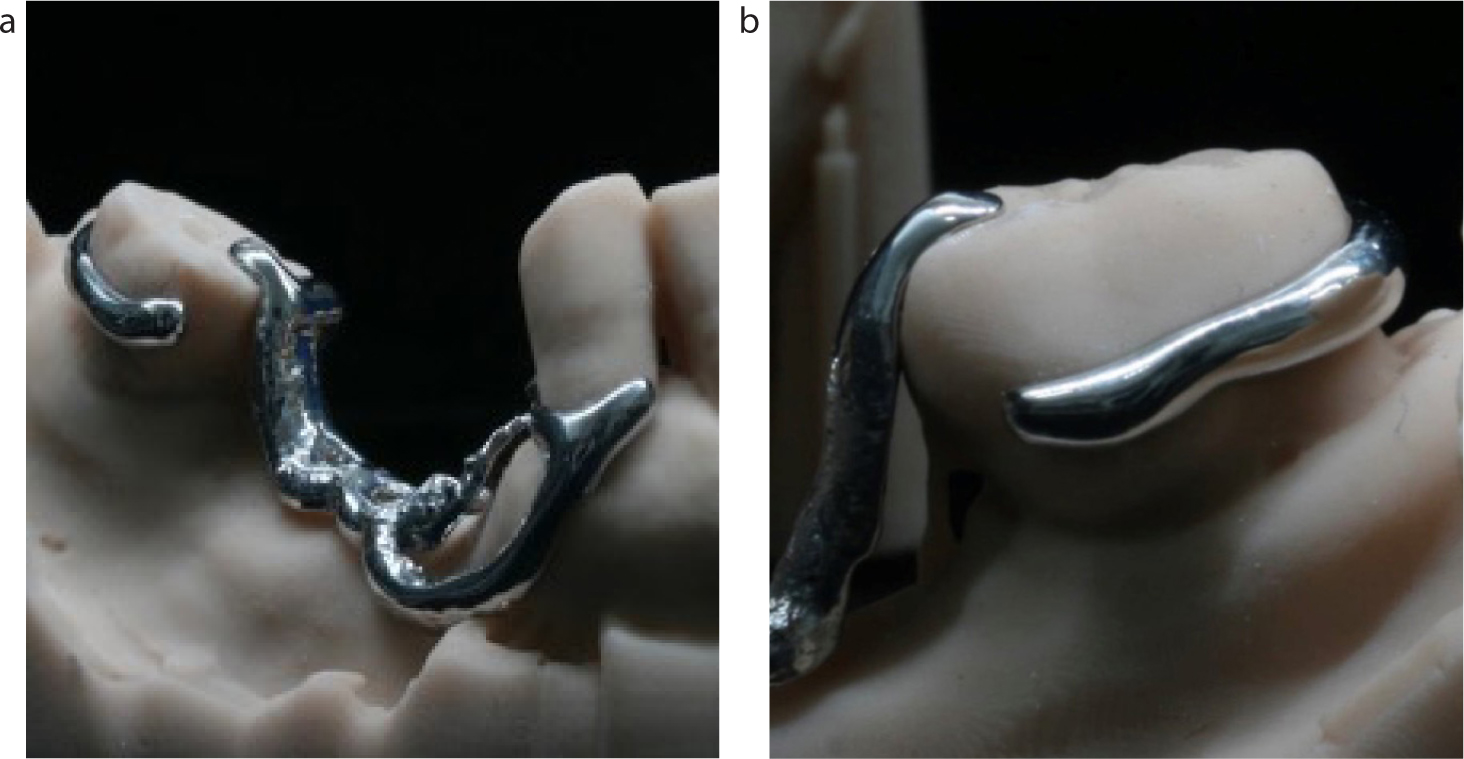
This method of production uses a high-energy laser to cause fusion of a powdered material. Surgical guides, study models, metal frameworks and implant bars can be produced using SLS. Recent studies have shown printed metal partial dentures to be harder than those produced using traditional methods.15 Other studies also demonstrate better biocompatibility for appliances made with SLS.16 Ceramics and resins can also be used in SLS techniques. The high temperatures involved in this process mean that the end products are autoclavable, and they are also very strong.
The metal framework in Figure 11 has been printed directly from a digital impression. The models, from the same digital impressions, were not used in the production process and met for the first time after completion of the framework. The quality of fit and finish is clear. The design was checked via a mobile phone app, by the author, prior to manufacture.
Figure 11.
(a, b) RPD framework manufactured by selective laser sintering.
Fused deposition modelling (FDM)
FDM involves the softening of metals, polymer or composites. Once softened, the product is manufactured, layer by layer, by means of strand extrusion. The thermoplastic materials are inherently weak, and mainly used for provisional crowns and bridges. However, the technology is economical and easily maintained.
Photopolymer jetting
Photopolymer jetting combines photopolymerizable resins with a dynamic printing head. A wide range of resins, rubber materials and waxes can be used. Appliances are produced quickly and accurately, but the materials can be costly.
Powder-binder printer
Powder-binder printing uses adhesive droplet technology, which is sprayed into a layer of powder. Again, this is a layer-by-layer approach. The end product tends to be fragile and, if used, is often limited to the production of study models.
Bioprinting
In recent years, a variety of bioprinting techniques has been used to produce numerous products in the dental industry. SLA, DLP and SLS have all been used to produce inorganic scaffolds for bone substitutes and glass ceramic parts.17 We have seen incredible advances in the field of cellular bioprinting.18 Hydrogels, known as ‘bioinks’, have been used to print tissues, such as cartilage, liver cells, skin and cardiovascular tissue. The concept of 3D printing oral soft tissues has been postulated and is closer than we think.19
Choice of technique
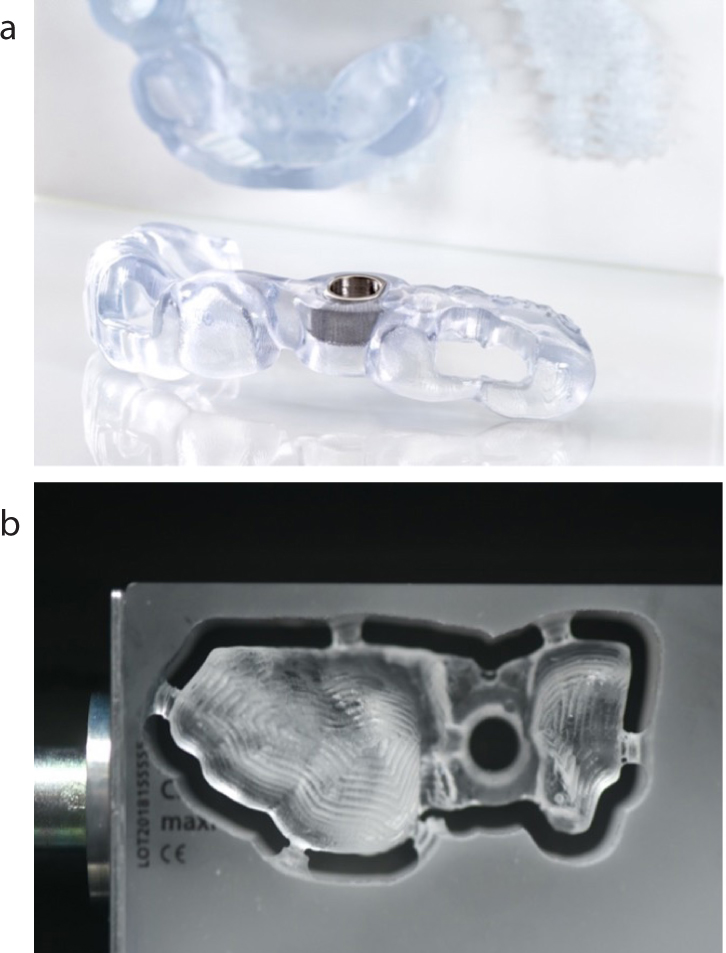
The choice of manufacturing technique and apparatus is usually self-evident, and driven by the materials, or end product desired. There is a degree of overlap. The accuracy of the final product needs to be considered, as does the cost of its manufacture. When considering surgical guides, it has been demonstrated that milled and printed guides show similar levels of accuracy and may be more accurate than thermoplastic guides.10,20 Milled guides can only be used for single fixtures. The relative materials cost is approximately £3 for a printed guide, but £50 for a milled guide (Figure 12).
Figure 12.
(a) 3D printed guide. (b) Milled guide.
While there are limitations to all aspects of 3D printing and milling, the willingness of our profession to adapt and explore makes this a significant addition to any laboratory or practice.21
The numbers game
Having seen that it is possible to produce high-quality restorations, prostheses and adjunctive products digitally, we need to establish whether it makes financial sense to work digitally. High street practices, academic institutions and laboratories need to justify and live with their investment in technology. It makes little or no sense commercially to have attractive looking equipment, producing good quality products, resulting in insolvency. If we look at the costs of individual items, and the time frames involved, it is possible to see whether there is a business case for digital dentistry.
When considering that the cost of an e.max CAD (Ivoclar Vivadent) block is around £15 for a single crown or £45 for a 3–4-unit bridge, it becomes more straightforward to calculate the financial efficacy of working this way. With the continuous improvement in CADCAM software, the design process is a matter of minutes in most cases. The materials cost to produce prostheses in-house is as little as 10%, or less, of a typical laboratory fee. This principle also applies to drill guides, aligners, and orthotics. An in-house, screw-retained, implant crown can be produced for approximately £100 using lithium disilicate, zirconia or any other material available in block form for this purpose.
This absolutely does not mean an end to the dental laboratory. Clinicians working digitally, are able to choose to produce some, or all, of their routine prostheses and adjuncts in-house, or with their laboratory. Larger crown and bridge cases, larger implant cases, and removable prosthetics all fit the DI workflow, using improved communications, efficiencies and the skills of the technician.
The digital state of play in the UK
So, if the technology and workflow for digital dentistry is so good, why is it still an infrequent clinical partner in the high street and institutional practice? Is it that the system that many of our colleagues work within precludes investment? Is the initial investment perceived as a barrier?
There are numerous myths around digital dentistry. Many still believe that highly aesthetic restorations are not possible, and well-fitting ‘soft mints’ are the result of in-house milling. This is clearly not the case; however, the industry and those of us who are advocates for digital dentistry have not, until recently, been effective at convincing our colleagues of the quality that is possible with digital dentistry. With the latest communication software packages, open systems, digital photography and webcam meetings, it is possible to communicate with high levels of accuracy and discuss cases in real time.
Another major factor is the perceived level of investment required to follow full or partial digital workflows. However, for many practices performing a moderate level of activity, they are more profitable when working digitally. Whether they are using DI to communicate with their laboratory or full chairside workflows, producing their own prostheses and other items, the increased accuracy, the reduction in material use, the reduction in error-forming procedures, all lead to better profit margins, even after the cost of the investment is taken into account.
Single practices may choose to go ‘in-house’ for a proportion of their prosthetic items, because all the above advantages and the benefits outlined below, are highly persuasive (Figure 13). Alternatively, a group of practices may find the concept of a ‘print centre’ or ‘milling centre’ attractive.
Figure 13. In-house production: two furnaces (left side of picture), two MCXL Premium Mills (Dentsply Sirona) and an Orthophos SL CBCT (Dentsply Sirona).
The most important consideration in the discussion about digital dentistry is the welfare of patients. Many patients dislike impressions. Patient acceptance of digital impressions is considerably better than traditional impression methods.13 The improved accuracy, smoother workflow and, in a number of cases, single rather than multiple visits, makes digital dentistry far more appealing.
We are in an age when patients are actively looking for something better, more efficient, more comfortable and less invasive, and the digital dental experience is increasingly sought.
Other benefits include those experienced by the DCPs involved in the process of treating a patient. DI compared to mixing alginate or taking conventional impressions with the scanner and being actively involved in the production of restorations and other appliances, significantly elevates job satisfaction. The cross-infection benefits in our COVID-19 world are significant, whether it be reduced patient contact, or lack of the ‘physical’.
When considering dental undergraduate education, there has been an increasing uptake in the delivery of curricula by means of virtual reality (VR) in UK dental schools. However, the lack of digital workflows in the clinical environment is a concern. Of course, the logistics involved in delivering digital dentistry in an educational institution is complicated22 by volume, data protection and academic rigour. While accepting the necessity to fully educate dental students in all manner of analogue workflow, we must also recognize that our pending and new graduates are of a generation where digital is normal. There is an expectation that technology and efficiency should be commonplace. This expectation is increasingly mirrored by our patients. Our European and North American colleagues are introducing digital workflow into their fourth- and fifth-year curricula.23,24
Conclusion
The relatively low, current level of digital dental practice in the UK is set to expand. Whether it is the high street or the need and expectation of graduates to use this technology, patients' wishes or our academic institutions driving this change, only time will tell.
One thing is certain. If you are going to be working in clinical dentistry in 10 years' time, you will need to be working digitally, and you will need to be doing it very well, because everyone else will be doing it.